Partikelgrößenmessung in Echtzeit mit Laserbeugung für trockene, auch kohäsive Pulver von 0,25 µm bis 1.750 µm in der Prozessleitung
Der Laserbeugungssensor MYTOS bildet zusammen mit dem repräsentativen Probenehmer TWISTER ein in sich abgeschlossenes, perfekt aufeinander abgestimmtes und robustes in-line-Prozessanalysesystem, das direkt in die Prozessleitung integriert wird. Durch den Einsatz der integrierten RODOS-Trockendispergierung lassen sich auch feinste, kohäsive oder magnetische Pulver zuverlässig dispergieren und vermessen. Das Zusammenspiel von Probenahme, Dispergierung und Laserbeugungssensorik ermöglicht kontinuierliche Echtzeitanalysen von trockenen Pulvern und Granulaten mit Partikeln von 0,25 µm bis 1.750 µm in Prozessleitungen mit 80 mm bis 200 mm Durchmesser und Massendurchsätzen von 1 kg/h bis über 100 t/h. Die repräsentative, kontinuierliche Messwerterfassung unter Prozessbedingungen ermöglicht eine durchgängige Qualitätskontrolle und eine optimierte Prozessführung.
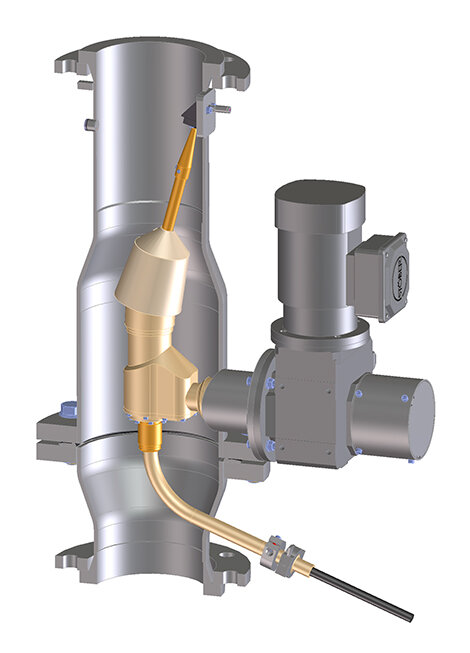
Für die zuverlässige in-line-Partikelgrößenanalyse ist eine repräsentative, kontinuierliche Probenahme ebenso Voraussetzung wie die vollständige Dispergierung der Primärpartikel. Der dynamische Probenehmer TWISTER scannt den gesamten Rohrquerschnitt auf einer Spiralbahn ab und sorgt dafür, dass alle Bereiche gleichgewichtet beprobt werden. Die repräsentative Teilprobe wird im nachgeschalteten RODOS-Injektor mit Druckluft dispergiert und in der Messzone des MYTOS-Laserbeugungssystem im Partikelfreistrahl vermessen. Das Probenmaterial wird anschließend wieder dem Produktstrom in der Prozessleitung zugeführt. Die in Echtzeit gewonnenen Informationen über die Partikelgrößenverteilung können über die gängigen Kommunikationsschnittstellen an ein Prozessleitsystem zur Prozessüberwachung oder -steuerung zur Verfügung gestellt werden.
Zur Anpassung der Probenahme an das Produkt und an die Prozessbedingungen stehen für die Probenahmespitze und für die Dispergierstrecke Kaliber von 4 mm, 6 mm und 10 mm zur Verfügung. Die TWISTER-Mechanik ist vollständig gegen den Produktstrom gekapselt, so dass keine Partikel mit bewegten Teilen oder Dichtungen in Berührung kommen. Da die Probe die Prozessleitung nicht verlässt, lassen sich auch hoch reaktive oder explosionsgefährdete Produkte sowie toxische Substanzen unter Schutzatmosphäre vermessen. Zur Reinigung des Probenehmers und der Dispergierstrecke kann nach jeder Messung optional eine integrierte Rückblasvorrichtung eingesetzt werden. Hüll- und Spülströme sorgen darüber hinaus für die Reinhaltung der optischen Komponenten. Das Messsystem ist dadurch nahezu wartungsfrei. Regelmäßige Referenzmessungen und die Autofokussierung des Detektors stellen ein dauerhaft messbereites System sicher.
Das System lässt sich in einen Ruhezustand versetzen und ist dann hermetisch gegen den Prozess und unnötigen Partikeleintrag abgeschlossen. So können bei Bedarf die optischen Komponenten auch ohne eine Prozessunterbrechung einfach gereinigt werden.
Die kundenindividuelle Anpassung an die vorhandene Prozessumgebung und an die zu vermessenden Produkte erfolgt in enger Abstimmung mit ihren Prozessingenieuren und wird durch unser erfahrenes Engineering-Team begleitet. Spezielle Ausführungen für explosionsgefährdete Bereiche (ATEX) gehören dabei selbstverständlich zu unserem Portfolio.
- Partikelgröße und Partikelgrößenverteilung
- für trockene, fein- bis grobdisperse, auch kohäsive Pulver und Granulate
- für Produkttemperaturen von -20°C bis 80°C
- für kontinuierliche Echtzeitanalysen im Prozess | in-line
- 5 hochauflösende Messbereiche von 0,25 µm bis 1.750 µm | R2 bis R6M
- integrierte Probenahme, Dispergierung und Laserbeugungssensorik
- dynamische und repräsentative Probenahme in der Prozessleitung
- in-line-Messung unter Prozessbedingungen
- Anbindung an Prozessleitsysteme | TCP/IP, OPC, Modbus®, Profibus®, SPS-Signale
- ATEX optional